 简体中文
简体中文


مهر زنی فلز یک است فرآیند شکلدهی سرد که از قالبها و پرسها برای تبدیل ورق فلز تخت به اشکال خاص استفاده میکند . این تکنیک تولید نیروی با تناژ بالا را از طریق پرس های مکانیکی یا هیدرولیک برای برش، خم شدن، سوراخ کردن یا تشکیل فلز بدون افزودن حرارت اعمال می کند و آن را به یکی از کارآمدترین روش ها برای تولید انبوه قطعات فلزی در صنایع خودروسازی، الکترونیک، هوافضا و لوازم خانگی تبدیل می کند.
این فرآیند با تغذیه صفحات یا سیم پیچ های فلزی بین پانچ و مجموعه قالب عمل می کند، جایی که پرس هزاران پوند فشار وارد می کند تا مواد را به پیکربندی مورد نظر تغییر شکل دهد. عملیات مهر زنی مدرن بسته به پیچیدگی قطعه، میتواند به تحملهایی به 0.001 ± اینچ و نرخ تولید بیش از 1000 قطعه در ساعت دست یابد.
اجزای اصلی تجهیزات مهر زنی فلز
درک فرآیند مهر زنی مستلزم آشنایی با ماشین آلات ضروری و اجزای ابزار آن است که با هم کار می کنند تا فلز را با دقت شکل دهند.
ماشین های پرس
دستگاه پرس نیروی لازم برای تغییر شکل فلز را فراهم می کند. پرس های مکانیکی از انرژی چرخ طیار استفاده می کنند و بین 20 تا 6000 تن نیرو دارند. ، در حالی که پرس های هیدرولیک توزیع فشار کنترل شده تری را برای عملیات کشش عمیق ارائه می دهند. پرس های پیشرونده با سرعت بالا می توانند تا 1500 ضربه در دقیقه برای قطعات ساده چرخه بزنند.
قالب و ابزار
قالب ها از دو قسمت اصلی تشکیل شده اند: پانچ (ابزار بالایی) و قالب (ابزار پایین). فاصله بین این اجزا به طور معمول از 5٪ تا 20٪ ضخامت مواد متغیر است. هزینه های ابزار می تواند متفاوت باشد 2000 دلار برای قالب های خالی کردن ساده تا بیش از 500000 دلار برای قالب های پیچیده پیشرفته با 20 ایستگاه، اما این سرمایه گذاری در میلیون ها قطعه مستهلک می شود.
سیستم های تغذیه مواد
سیستم های تغذیه کویل به طور خودکار ورق فلز را از طریق پرس در فواصل زمانی دقیق پیش می برند. فیدرهای سرو دقت موقعیت یابی را در محدوده ± 0.025 میلی متر ارائه می دهند که برای حفظ تراز در قالب های پیشرونده چند ایستگاهی بسیار مهم است.
عملیات مهر زنی فلزات اولیه
مهر زنی فلز شامل چندین عملیات متمایز است که هر کدام برای الزامات شکل دهی خاص طراحی شده اند. تولید کنندگان اغلب چندین عملیات را در یک چرخه پرس ترکیب می کنند.
| نوع عملیات | توضیحات | برنامه های کاربردی معمولی | زباله های مواد |
|---|---|---|---|
| خالی کردن | طرح کلی قسمت را از ورق فلز برش می دهد | واشر، واشر، براکت | 10-40٪ |
| سوراخ کردن | فلز را سوراخ می کند | محفظه های برق، پانل ها | 5-15٪ |
| خم شدن | زوایایی را در امتداد خطوط مستقیم تشکیل می دهد | براکت ها، اجزای شاسی | 0-5٪ |
| طراحی | فلز را به داخل حفره ها می کشد تا عمق ایجاد کند | قوطی، سینک، پانل خودرو | 5-20٪ |
| سکه گذاری | فلز را برای ایجاد جزئیات فشرده می کند | سکه، جواهرات، قطعات دقیق | 0-3٪ |
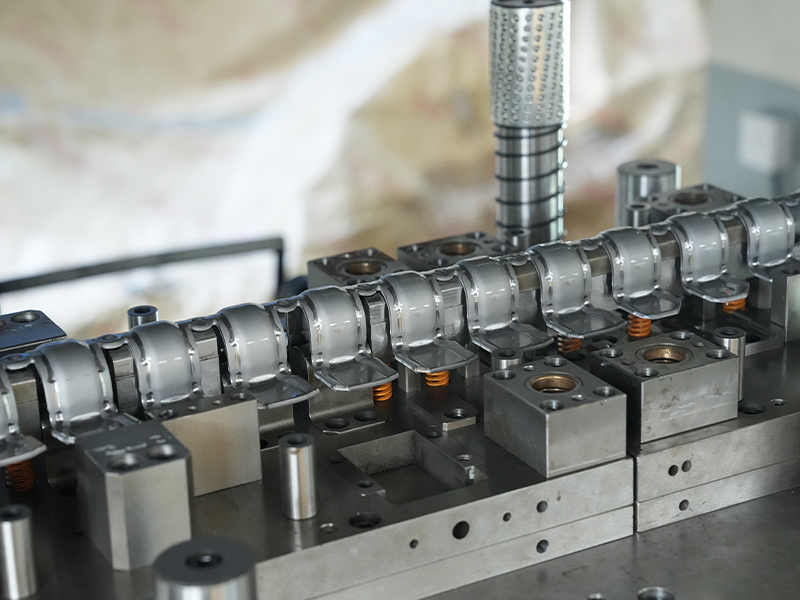
مهر زنی پیشرونده
این روش پیشرفته نوار فلزی را از طریق ایستگاه های متعدد در یک قالب تغذیه می کند و هر ایستگاه عملیات متفاوتی را انجام می دهد. یک کانکتور معمولی خودرو ممکن است از 15-25 ایستگاه عبور کند ، تکمیل خالی کردن، سوراخ کردن، شکل دادن و خم شدن در یک دنباله پیوسته. این رویکرد به نرخ تولید 200-1500 قطعه در دقیقه برای قطعات کوچک دست می یابد.
مهر زنی انتقال
برای قطعات بزرگتر، سیستم های انتقال به طور مکانیکی جاهای خالی را بین ایستگاه های مطبوعاتی جداگانه جابجا می کنند. این روش قطعاتی تا قطر 2 متر را کنترل می کند و در تولید پانل بدنه خودرو رایج است که در آن یک پانل درب ممکن است به 4-6 عملیات شکل دهی جداگانه نیاز داشته باشد.
مواد مناسب برای مهر زنی
انتخاب مواد به طور مستقیم بر عمر ابزار، کیفیت قطعه و هزینه های تولید تأثیر می گذارد. فرآیند مهر زنی فلزات مختلفی را در خود جای می دهد که هر کدام ویژگی های شکل پذیری خاصی دارند.
- فولاد کم کربن: متداول ترین مواد مهر زنی، که شکل پذیری و جوش پذیری عالی در ضخامت 0.5-3.0 میلی متر ارائه می دهد، تقریباً 0.80-1.20 دلار در هر کیلوگرم هزینه دارد.
- فولاد ضد زنگ: گریدهای 304 و 316 مقاومت در برابر خوردگی دارند اما به دلیل استحکام کششی بالاتر به 25 تا 40 درصد تناژ بیشتر از فولاد کربنی نیاز دارند.
- آلیاژهای آلومینیوم: آلیاژهای 3003 و 5052 برای کاربردهای سبک محبوب هستند و وزن قطعه را تا 60 درصد در مقایسه با فولاد کاهش می دهند و در عین حال یکپارچگی ساختاری را حفظ می کنند.
- مس و برنج: عالی برای قطعات الکتریکی به دلیل رسانایی، معمولاً در ضخامت 0.3-2.0 میلی متر با روغن کاری تخصصی مهر زنی می شود.
- فولاد با استحکام بالا: فولاد پیشرفته پیشرفته (AHSS) با استحکام کششی بیش از 1000 مگاپاسکال، ساختارهای سبکتر خودرو را امکانپذیر میکند اما سایش قالب را 30 تا 50 درصد تسریع میکند.
ضخامت مواد به طور کلی از 0.1 میلی متر برای قطعات الکترونیکی نازک تا 6 میلی متر برای قطعات ساختاری سنگین متغیر است. مواد ضخیم تر به تناژ پرس به طور تصاعدی بیشتری نیاز دارند—دوبرابر شدن ضخامت ممکن است بسته به خواص مواد به نیروی 4 تا 8 برابر بیشتر نیاز داشته باشد.
گردش کار فرآیند مهر زنی گام به گام
یک پروژه معمولی مهر زنی فلز از یک توالی ساختاریافته از طراحی تا قطعات تکمیل شده پیروی می کند، با نقاط بازرسی با کیفیت در هر مرحله.
- طراحی و مهندسی: مدلهای CAD برای مهر و موم بودن، از جمله نسبتهای کشش، شعاع خمشی، و جریان مواد تحلیل میشوند. بررسی DFM (Design for Manufacturing) مسائل بالقوه را قبل از سرمایه گذاری ابزار شناسایی می کند
- طراحی و ساخت ابزار: طراحی قالب بسته به پیچیدگی 2 تا 8 هفته طول می کشد و پس از آن 4 تا 16 هفته برای ماشینکاری دقیق و عملیات حرارتی اجزای فولاد ابزار به طول می انجامد.
- آماده سازی مواد: سیمپیچها به عرض مورد نیاز (تحمل 0.5 میلیمتر) شکاف میشوند و لبهها برای جلوگیری از خراشیدن در حین تغذیه، سوراخ میشوند.
- Die Setup and Tryout: اجرای اولیه ابعاد قطعه، کیفیت سطح و پارامترهای فرآیند را تأیید می کند. تنظیمات تناژ، طول خوراک و زمان بندی را بهینه می کند
- مهر تولید: تولید خودکار با سنسورهای درون خطی، ابعاد قطعات را هر 50-500 سیکل نظارت میکند، بسته به شرایط بحرانی
- عملیات ثانویه: سوراخ کردن، شستشو و عملیات حرارتی قطعات را برای مونتاژ آماده می کند. برخی از اجزا نیاز دارند عملیات اضافی مانند ضربه زدن، جوشکاری، یا پوشش
- بازرسی کیفیت: تأیید CMM (ماشین اندازهگیری مختصات)، بازرسی بصری و آزمایش عملکردی اطمینان حاصل میکند که قطعات دارای مشخصات با مقادیر Cpk معمولاً بالاتر از 1.67 هستند.
مزایا و محدودیت های مهر زنی فلز
مهر زنی فلز مزایای مشخصی را برای تولید در حجم بالا ارائه می دهد، اما همچنین محدودیت های خاصی را ارائه می دهد که بر انتخاب فرآیند تأثیر می گذارد.
مزایای کلیدی
- سرعت تولید بالا: قطعات ساده به زمان چرخه زیر 1 ثانیه می رسند و حجم سالانه بیش از 50 میلیون قطعه را از یک خط پرس امکان پذیر می کند.
- هزینه پایین هر قطعه: هنگامی که ابزار بیش از 100000 واحد مستهلک شد، هزینه قطعات بسته به اندازه و پیچیدگی می تواند به 0.05-2.00 دلار کاهش یابد.
- تکرارپذیری عالی: مهر زنی خودکار ثبات ابعادی را در ± 0.05 میلی متر در میلیون ها قطعه حفظ می کند
- بهره وری مواد: نرم افزار بهینه سازی تودرتو، قطعات را برای دستیابی به استفاده از مواد 70 تا 90 درصد، با ضایعات بازیافت شده به کارخانه ها مرتب می کند.
- خواص مکانیکی افزایش یافته: کار سرد در حین مهر زنی باعث افزایش 20-30 درصدی استحکام مواد از طریق سخت کاری می شود
محدودیت های اولیه
- سرمایه گذاری اولیه بالای ابزارآلات: قالب های پیچیده پیشرفته می تواند 100000 تا 500000 دلار هزینه داشته باشد که برای دوام اقتصادی به حجم تولید 50000 واحد نیاز دارد.
- محدودیت های طراحی: حداقل شعاع خم باید 1-2 برابر ضخامت مواد باشد تا از ترک خوردن جلوگیری شود. ضخامت دیواره معمولاً در سراسر قطعه ثابت می ماند
- پیچیدگی هندسی محدود: کشش های عمیق به نسبت عمق به قطر 0.75:1 برای عملیات تک محدود می شود. اشکال پیچیده سه بعدی ممکن است به چندین مرحله پرس نیاز داشته باشند
- برگشت فنری مواد: بازیابی الاستیک پس از شکلدهی به خمش بیش از حد 2 تا 15 درجه بسته به ویژگیهای مواد نیاز دارد که به طراحی قالب میافزاید.
کاربردهای صنعتی و نمونه های دنیای واقعی
تطبیق پذیری مهر و موم فلزی آن را در بخش های مختلف تولید، با فرآیندهای خاص بهینه سازی شده برای نیازهای هر صنعت، ضروری می کند.
خودروسازی
بیش از 500 قطعه مهر شده یک وسیله نقلیه معمولی را تشکیل می دهد ، از پانل های بدنه ساختاری گرفته تا براکت های کوچک. یک پانل بیرونی درب خودرو به یک پرس 400-800 تنی و 4-6 مرحله شکل دهی نیاز دارد. این صنعت تقریباً 60 درصد از تمام قطعات فلزی مهر شده را در سراسر جهان مصرف می کند، با ارزش سالانه مهر زنی خودرو در سال 2024، 95 میلیارد دلار است.
الکترونیک و لوازم خانگی
مهر زنی دقیق ترمینال های رابط، هیت سینک و اجزای محافظ را با تحمل ± 0.025 میلی متر تولید می کند. یک گوشی هوشمند ممکن است شامل 30 تا 50 قطعه فلزی مهر شده از جمله سینی سیم کارت، قاب دوربین و محافظ داخلی باشد. قالب های پرسرعت پیشرونده با 600 تا 1200 ضربه در دقیقه برای قطعات الکترونیکی کوچک کار می کنند.
صنعت هوافضا
اجزای ساختاری هواپیما از مهر زنی برای براکت ها، گیره ها و تقویت کننده های پانل از آلیاژهای آلومینیوم و تیتانیوم استفاده می کنند. مهر زنی هوافضا نیازمند اسناد دقیق است، با قابلیت ردیابی کامل برای هر قسمت از جمله گواهینامه های مواد و پارامترهای فرآیند مورد نیاز است . اولین بازرسی مقاله ممکن است شامل 100 بررسی ابعادی باشد.
تجهیزات پزشکی
ابزارهای جراحی، اجزای ایمپلنت و محفظه دستگاه از فولاد ضد زنگ و تیتانیوم مهر شده اند. مهر زنی پزشکی در تاسیسات دارای گواهی ISO 13485 با فرآیندهای معتبر و بازرسی 100% برای ابعاد بحرانی عمل می کند. نرخ عیب قطعات در میلیون (PPM) معمولاً زیر 100 باقی می ماند.
عوامل هزینه و ملاحظات اقتصادی
درک اقتصاد مهر زنی به تولیدکنندگان کمک می کند تا تعیین کنند که این فرآیند چه زمانی بهترین ارزش را در مقایسه با جایگزین هایی مانند برش لیزری، ماشین کاری یا ریخته گری ارائه می دهد.
ابزار تجزیه سرمایه گذاری
هزینه ابزار بسته به پیچیدگی و الزامات تولید به طور چشمگیری متفاوت است:
- قالب خالی کردن ساده (تک حفره): 2000 تا 8000 دلار
- قالب ترکیبی (چند عملیات، تک ایستگاه): 15000 تا 50000 دلار
- دای پیشرونده (8-12 ایستگاه): 80000-200000 دلار
- قالب پیشرونده پیچیده (20 ایستگاه): 250000 تا 500000 دلار
تجزیه و تحلیل سربه سر
برای یک قسمت نسبتاً پیچیده، مهر زنی معمولاً در حجم تولید بالاتر مقرون به صرفه می شود 10000-50000 واحد . یک ابزار 100000 دلاری که 5 میلیون قطعه را در طول عمر خود تولید می کند، تنها 0.02 دلار به ازای هر قطعه اضافه می کند، در حالی که زمان مواد و پرس ممکن است 0.50 تا 2.00 دلار برای هر قطعه کمک کند. فرآیندهای رقابتی مانند برش لیزری هزینه های راه اندازی کمتری را ارائه می دهند اما هزینه های هر قطعه بالاتر از 3 تا 8 دلار را برای قطعات مشابه ارائه می دهند.
عمر ابزار و نگهداری
قالب های مهر زنی که به درستی نگهداری می شوند، معمولاً 500000 تا 5 میلیون قطعه را قبل از نیاز به تیز کردن یا نوسازی تولید می کنند. قالب ها برای مواد ساینده مانند فولاد ضد زنگ ممکن است در هر 100000 تا 300000 ضربه نیاز به تیز کردن داشته باشند. هزینه های نگهداری پیشگیرانه تقریباً 5-10٪ هزینه ابزار اصلی را سالانه تشکیل می دهد.
روشهای کنترل کیفیت و بازرسی
حفظ کیفیت ثابت در عملیات مهر زنی با حجم بالا نیازمند سیستم های نظارتی جامع و کنترل فرآیند آماری است.
نظارت در فرآیند
خطوط مهر زنی مدرن دارای حسگرهایی هستند که تشخیص می دهند:
- نظارت بر تناژ: انحراف نیروی فشار بیش از ± 5٪ باعث خاموش شدن خودکار، جلوگیری از آسیب قطعات معیوب و قالب می شود.
- تشخیص قطعه: سیستمهای Vision حضور و جهتگیری قطعه را تأیید میکنند و خالیهای دوگانه و تغذیه نادرست را حذف میکنند
- اندازه گیری ابعاد: میکرومترهای لیزری هر 50-500 چرخه ویژگی های حیاتی را با دقت 0.01 میلی متر بررسی می کنند.
کنترل فرآیندهای آماری
تکنیکهای SPC قابلیت فرآیند را در طول زمان دنبال میکنند. مقادیر Cpk هدف 1.67 یا بالاتر، نرخ نقص زیر 1 PPM را برای ویژگیهای بحرانی تضمین میکند. نمودارهای کنترلی، روندها را قبل از اینکه قطعات از حد مجاز فراتر بروند، شناسایی میکنند و تنظیمات پیشگیرانه قالب را ممکن میسازند.
مراحل بازرسی نهایی
بسته به شرایط بحرانی، قطعات تحت برنامههای نمونهبرداری از AQL 1.0 (640 PPM قابل قبول) برای ویژگیهای غیر حیاتی تا بازرسی 100٪ خودکار برای اجزای حیاتی ایمنی قرار میگیرند. راستیآزمایی CMM گزارشهای بعدی را با 30 تا 100 نقطه اندازهگیری شده برای مقاله اول و اعتبارسنجی دورهای ارائه میدهد.
روندهای آینده در فناوری مهر زنی فلز
فن آوری های نوظهور در حال تغییر عملیات سنتی مهر زنی، بهبود کارایی، دقت و انعطاف پذیری هستند.
فناوری سروو پرس
پرس های سروو رانده جایگزین مکانیک های چرخ طیار سنتی با پروفایل های حرکتی قابل برنامه ریزی می شوند. این را قادر می سازد تنظیم سرعت لغزش در طول ضربه، کاهش زمان شکل گیری 20-40٪ در حالی که کنترل جریان مواد را بهبود می بخشد. پرس های سروو نیز 30 تا 50 درصد انرژی کمتری نسبت به معادل های مکانیکی مصرف می کنند.
هات استمپ و فرمینگ گرم
حرارت دادن مواد تا دمای 500 تا 950 درجه سانتیگراد قبل از مهر زنی امکان تشکیل فولادهای بسیار با استحکام (1500 مگاپاسکال) با حداقل فنر را فراهم می کند. این فرآیند اجزای ساختاری خودرو را ایجاد می کند که 30 درصد سبک تر هستند و در عین حال عملکرد تصادف را حفظ می کنند. مهر زنی داغ به قالب های تخصصی با کانال های خنک کننده یکپارچه برای خاموش کردن قطعات در طول شکل دهی نیاز دارد.
دوقلوی دیجیتال و شبیه سازی
نرم افزار پیشرفته FEA (تجزیه و تحلیل عناصر محدود) جریان مواد را شبیه سازی می کند، چین و چروک، پارگی و برگشت فنری را قبل از ساخت ابزار فیزیکی پیش بینی می کند. فناوری دوقلو دیجیتال تکرارهای آزمایش قالب را تا 40 تا 60 درصد کاهش می دهد، زمان ورود به بازار را تسریع می بخشد و هزینه های توسعه را 50000 تا 200000 دلار در هر پروژه کاهش می دهد.
ادغام هوش مصنوعی
الگوریتمهای هوش مصنوعی دادههای حسگر را برای پیشبینی سایش ابزار، بهینهسازی پارامترهای پرس و تشخیص انحرافات کیفیت تجزیه و تحلیل میکنند. مدلهای یادگیری ماشینی که بر روی دادههای تولید تاریخی آموزش دیدهاند، میتوانند از طریق تشخیص زودهنگام ناهنجاری و تنظیمات خودکار فرآیند، نرخ ضایعات را 15 تا 25 درصد کاهش دهند.











