 简体中文
简体中文


فنآوریهای ساخت هستهای برای محفظههای سوپاپ دقیق
با دقت بالا محفظه شیر برقی آهنی مهر و موم شده بر سه فرآیند تولید اساسی تکیه کنید: مهر زنی پیشرونده قالب برای هندسه های پیچیده، ترسیم عمیق دقیق برای فرم های استوانه ای، و شکل دهی چند مرحله ای برای دقت ابعاد. این فرآیندها به سطوح تحمل دست می یابند ± 0.05 میلی متر در حالی که یکنواختی ضخامت دیوار حفظ می شود ± 0.02 میلی متر . ترکیب ابزار پیشرفته، علم مواد و کنترل فرآیند، تولید محفظه هایی را قادر می سازد که در برابر فشارهای عملیاتی تا حداکثر مقاومت کنند. 10 مگاپاسکال و دماهای مختلف از -40 تا 150 درجه سانتی گراد .
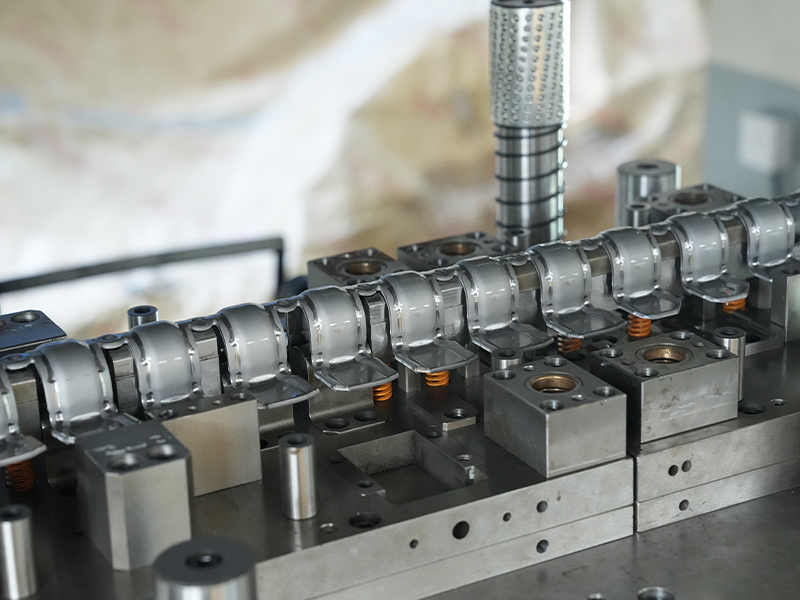
مهر زنی پیشرونده برای هندسه های پیچیده
مهر زنی پیشرونده نشان دهنده روش اولیه برای ساخت محفظه های شیر برقی با ویژگی های پیچیده است. این فرآیند نوارهای فلزی مسطح را از طریق یک سری عملیات هماهنگ انجام شده در یک ایستگاه قالب به اجزای نهایی تبدیل می کند.
طراحی قالب و پیکربندی ایستگاه
یک قالب معمولی پیشرونده برای تولید محفظه شیر شامل 12 تا 20 ایستگاه ، هر کدام عملیات خاصی را انجام می دهند:
- سوراخ های خلبان و ویژگی های هدایت
- عملیات خالی کردن و سوراخ کردن
- توالی های شکل دهی و خمشی
- سکه برای پرداخت سطح
- برش و جداسازی قطعات
مدیریت جریان مواد و نوار
نوار حامل دقت مکان یابی اجزا را در طول پیشرفت حفظ می کند. نسبت عرض نوار بهینه از 1.2 تا 1.5 برابر عرض قطعه، تضمین حمل و نقل پایدار در حالی که ضایعات مواد را به حداقل می رساند. دقت پیشرفت خوراک باید در حد باقی بماند ± 0.02 میلی متر برای حفظ کنترل تحمل تجمعی در تمام ایستگاه ها.
نقشه کشی عمیق دقیق برای فرم های مسکن استوانه ای
کشش عمیق محفظه های استوانه ای یا مستطیلی را ایجاد می کند که بدنه اصلی محفظه های شیر برقی را تشکیل می دهد. این فرآیند مستلزم کنترل دقیق تغییر شکل مواد برای جلوگیری از پارگی، چروک شدن یا تغییر ضخامت است.
محدودیت های نسبت ترسیمی
نسبت کشش محدود (LDR) برای فولاد کم کربن که معمولاً در محفظه سوپاپ استفاده می شود معمولاً از 2.0 تا 2.3 برای اولین قرعه کشی عملیات ترسیم مجدد بعدی به نسبت هایی از 1.3 تا 1.5 . برای عمق مسکن بیش از 50 میلی متر چندین مرحله کشش با بازپخت میانی برای بازیابی شکل پذیری مواد ضروری می شود.
| پارامتر | اولین قرعه کشی | قرعه کشی دوم | قرعه کشی سوم |
|---|---|---|---|
| نسبت ترسیمی | 2.0-2.3 | 1.3-1.5 | 1.2-1.3 |
| نیروی نگهدارنده خالی | 15-20 درصد ظرفیت پرس | 12-18 درصد ظرفیت پرس | 10-15 درصد ظرفیت پرس |
| سرعت پانچ | 150-200 میلی متر بر ثانیه | 200-250 میلی متر بر ثانیه | 250-300 میلی متر بر ثانیه |
الزامات سطح ابزار
سطوح پانچ و قالب نیاز به مقادیر زبری سطح بین آنها دارند Ra 0.4 تا 0.8 میکرومتر برای به حداقل رساندن اصطکاک و در عین حال جلوگیری از گازگرفتگی انتقال شعاع در گوشه های پانچ باید حفظ شود 4 تا 6 بار ضخامت مواد برای کاهش تمرکز تنش و خطر ترک خوردگی.
شکل دهی سرد چند مرحله ای برای دقت ابعادی
عملیات شکلدهی سرد، هندسه مسکن را پس از مراحل اولیه مهر زنی و ترسیم اصلاح میکند. این عملیات شامل اندازه، سکه گذاری و اتو کردن برای دستیابی به تلرانس های دقیق مورد نیاز برای مونتاژ برقی است.
اتو برای کنترل ضخامت دیوار
اتو ضخامت دیوار را کاهش می دهد و در عین حال ارتفاع را افزایش می دهد و یکنواختی برای ثبات شار مغناطیسی در کاربردهای شیر برقی ضروری است. کاهش های معمولی اتو در محدوده 20 تا 30 درصد ضخامت دیوار اصلی در هر مرحله. برای محفظه های شیر که نیاز دارند 1.5 میلی متر ضخامت دیوار نهایی، مواد اولیه از 2.0 میلی متر تحت دو عملیات اتو با کاهش استرس متوسط قرار می گیرد.
کوینینگ برای پرداخت سطحی و جزئیات
عملیات سکه گذاری جزئیات ظریفی مانند نخ های نصب، سطوح آب بندی و علائم شناسایی را نشان می دهد. این فرآیند فشارهایی را اعمال می کند 800 تا 1200 مگاپاسکال ، ایجاد پوشش های سطحی از Ra 0.2 تا 0.4 میکرومتر در مناطق بحرانی آب بندی چگالی مواد فشرده افزایش می یابد 2% تا 5% ، افزایش استحکام و مقاومت در برابر خوردگی.
انتخاب و آماده سازی مواد
فرآیند تولید با مشخصات مواد مناسب آغاز می شود. فولادهای کم کربن مانند گریدهای DC04 یا DC05 تعادل بهینه شکل پذیری و استحکام را برای محفظه شیرهای برقی فراهم می کنند.
الزامات خواص مکانیکی
مشخصات مواد اولیه باید پارامترهای دقیق را برآورده کند:
- قدرت تسلیم: 180 تا 240 مگاپاسکال
- استحکام کششی: 270 تا 350 مگاپاسکال
- ازدیاد طول: حداقل 38%
- r-value (نسبت کرنش پلاستیک): حداقل 1.8
- مقدار n (شار سخت شدن کرنش): 0.18 تا 0.24
کیفیت و روانکاری سطح
مواد ورودی باید زبری سطح زیر را نشان دهند Ra 1.6 میکرومتر بدون نقص بیش از 0.1 میلی متر عمق پیش روانکاری با پوشش های تبدیل فسفات و روان کننده های صابون، ضرایب اصطکاک را کاهش می دهد. 0.08 تا 0.12 تشکیل مجتمع بدون آسیب سطحی را ممکن می سازد.
گرما درمانی و کاهش استرس
کار سرد باعث ایجاد تنش های پسماند می شود که بر پایداری ابعادی و خواص مغناطیسی تأثیر می گذارد. فرآیندهای عملیات حرارتی کنترل شده ضمن حفظ دقت هندسی، ویژگی های مواد را بازیابی می کنند.
بازپخت بین فرآیندی
بین مراحل ترسیم عمیق، بازپخت دسته ای در 680 تا 720 درجه سانتی گراد برای 2 تا 4 ساعت ساختار دانه را دوباره متبلور می کند. این درمان باعث کاهش سختی از 85 HRB به 55 HRB ، عملیات شکل دهی بعدی را بدون ترک ممکن می کند. کنترل اتمسفر محافظ از اکسید شدن جلوگیری می کند و کیفیت سطح را برای پردازش بعدی حفظ می کند.
تسکین نهایی استرس
کاهش استرس نهایی در 550 تا 600 درجه سانتی گراد برای 1 تا 2 ساعت ابعاد را برای کاربردهای حیاتی تثبیت می کند. این درمان سطح استرس باقیمانده را کاهش می دهد 70% تا 85% جلوگیری از اعوجاج در حین عملیات ماشینکاری یا مونتاژ.
پروتکل های کنترل کیفیت و بازرسی
دقت ساخت مستلزم بازرسی جامع در چند مرحله است. کنترل فرآیند آماری شاخص های قابلیت (Cpk) را در بالا حفظ می کند 1.33 برای critical dimensions.
نظارت در فرآیند
قالب های پیشرونده دارای نظارت سنسورها هستند:
- تغییر نیروی پانچ (تلرانس ± 5٪ )
- دقت تغذیه نواری (هر ضربه را زیر نظر داشت)
- تایید خروج قطعه
- دمای ابزار (آلارم در 80 درجه سانتی گراد )
تایید ابعادی
ماشینهای اندازهگیری مختصات، ابعاد بحرانی را در فرکانسهای نمونه بررسی میکنند هر 30 دقیقه در طول دوره های تولید اندازه گیری های کلیدی شامل قطر داخلی (تلرانس ± 0.03 میلی متر ، تمرکز ( TIR 0.05mm ) و عمود بودن وجه های نصب ( 0.02 میلی متر ).
تست عملکردی
محفظه های نمونه تحت آزمایش فشار در 1.5 بار حداکثر فشار عملیاتی برای 30 ثانیه حداقل مدت نرخ نشتی نباید بیشتر شود 1×10-4 mbar·l/s وقتی با طیف سنجی جرمی هلیوم آزمایش شد.
تکمیل و محافظت سطح
عملیات سطح نهایی، مقاومت در برابر خوردگی و سازگاری با سیالات عملیاتی را تضمین می کند. انتخاب پایان بستگی به محیط کاربردی خاص دارد.
پوشش های مبتنی بر روی
پوشش های روی آبکاری شده از 8 تا 12 میکرومتر ضخامت محافظت فداکاری در برابر خوردگی را فراهم می کند. تیمارهای غیرفعال سازی با ترکیبات کروم سه ظرفیتی مقاومت در برابر اسپری نمک را افزایش می دهد 240 ساعت در تست ASTM B117.
پوشش های ارگانیک
کاربردهای پوشش پودری از 60 تا 80 میکرومتر ضخامت، مقاومت شیمیایی و عایق الکتریکی را فراهم می کند. پخت در 180 تا 200 درجه سانتی گراد چسبندگی پوشش را تضمین می کند 5B در تست هچ متقاطع ASTM D3359.
یکپارچه سازی و اتوماسیون فرآیند
تولید مدرن چندین فرآیند را از طریق سیستم های انتقال خودکار یکپارچه می کند. جابجایی رباتیک بین پرس های مهر زنی، کوره های عملیات حرارتی، و ایستگاه های تکمیلی باعث کاهش آسیب حمل و نقل و در عین حال حفظ نرخ تولید می شود. 800 تا 1200 قطعه در ساعت .
طراحی سیستم انتقال
سیستم های انتقال سه محوره اجزا را بین عملیات با دقت موقعیت یابی جابجا می کند ± 0.05 میلی متر . انتخاب گیره خلاء یا مغناطیسی به هندسه اجزا و الزامات پرداخت سطح بستگی دارد. زمانبندی انتقال با چرخههای فشار همگام میشود تا زمان بیکاری را به حداقل برساند.
یکپارچه سازی داده ها
سیستمهای اجرایی ساخت، پارامترهای فرآیند را از هر عملیات جمعآوری میکنند و سوابق کامل ردیابی را ایجاد میکنند. این داده ها تجزیه و تحلیل سریع علت ریشه ای را در هنگام بروز تغییرات ابعادی امکان پذیر می کند و زمان عیب یابی را کاهش می دهد 60% تا 75% در مقایسه با نظارت فرآیند ایزوله
نقایص رایج و راهبردهای پیشگیری
درک عیوب بالقوه تولید، پیشگیری فعال را از طریق تنظیم فرآیند امکان پذیر می کند.
| نوع نقص | علت | روش پیشگیری |
|---|---|---|
| چین و چروک | نیروی نگهدارنده خالی کافی نیست | افزایش نیرو 10-15٪ |
| پاره شدن | نسبت ترسیم بیش از حد | مرحله بازپخت میانی را اضافه کنید |
| بازگشت بهار | استحکام مواد بالا | 2-3 درجه بیش از حد خم می شود |
| گند زدن | چسبندگی ابزار به مواد | پوشش PVD را روی ابزارها اعمال کنید |
تعمیر و نگهداری ابزار و مدیریت زندگی
Tooling بزرگترین سرمایه گذاری سرمایه در تولید محفظه شیر است. نگهداری مناسب عمر قالب را افزایش می دهد و در عین حال ثبات کیفیت را حفظ می کند.
انتخاب مواد قالب
قطعات پانچ و قالب از فولادهای ابزار مانند DC53 یا SKH-51 برای مناطق با سایش بالا استفاده می کنند. مشخصات سختی از 58 تا 62 HRC برای cutting edges and 60 تا 64 HRC برای forming surfaces. Submicron carbide inserts extend life in critical wear zones by 300% تا 500% .
برنامه های تعمیر و نگهداری
نگهداری پیشگیرانه در فواصل زمانی مشخص انجام می شود:
- روزانه: تمیز کنید و از نظر آسیب بررسی کنید
- هفتگی: ابعاد بحرانی را اندازه گیری کنید
- ماهانه: شعاع جلا داده و لبه های برش را دوباره تیز کنید
- فصلی: جداسازی کامل و بازسازی پوشش
به خوبی نگهداری می میرد مترقی به دست آورد 5 تا 10 میلیون سکته مغزی قبل از بازسازی اساسی، با جایگزینی اجزای جداگانه مدیریت پیشرفت سایش.











