 简体中文
简体中文


قطعات مهر زنی سخت افزاری هسته اصلی تولید مدرن هستند. از براکت داخل در ماشین شما تا پایانه داخل یک رله صنعتی، این اجزای دقیق کوچک، مجموعههای پیچیده را به طور قابل اعتمادی کار میکنند - اغلب بدون اینکه کاربر نهایی متوجه آنها شود. به عنوان سازنده ای که از سال 2010 قطعات مهر زنی فلزی را تولید می کند، می خواهیم تصویری واضح و عملی از اینکه قطعات مهر زنی سخت افزاری واقعاً چیست، چگونه ساخته می شوند و هنگام تهیه آنها به دنبال چه چیزی باشید، به شما ارائه دهیم.
قطعات مهر زنی سخت افزاری چیست؟
قطعات مهر زنی سخت افزاری قطعات فلزی هستند که با فشار دادن، پانچ کردن، خم کردن یا کشیدن ورق فلز از طریق قالب با استفاده از پرس مکانیکی یا هیدرولیک تولید می شوند. این فرآیند به عنوان مهر زنی فلز یا شکل دهی پرس شناخته می شود. بر خلاف ماشینکاری، که مواد را برای ایجاد یک شکل حذف میکند، مهر زنی یک فرآیند شکلدهی است – مواد بدون بریده شدن دوباره شکل میگیرند، که به طور چشمگیری ضایعات و هزینه را در مقیاس کاهش میدهد.
اصطلاح "قطعات مهر و موم سخت افزاری" طیف بسیار گسترده ای از قطعات را پوشش می دهد. فهرست کوتاه نماینده شامل:
- براکت ها، گیره ها و صفحات نصب مورد استفاده در مجموعه های بدنه خودرو
- پایانه های الکتریکی، کانکتورها و پوشش های محافظ در لوازم الکترونیکی مصرفی
- محفظه ابزار جراحی و اجزای مجاور ایمپلنت در تجهیزات پزشکی
- محفظه ها، هیت سینک ها و قاب های ساختاری در ماشین آلات صنعتی
- لولا، بست، فنر و واشر در سخت افزار و محصولات ساختمانی
چیزی که همه این اجزا به اشتراک می گذارند، نیاز به سازگاری ابعادی محکم، یکپارچگی سطح و توانایی تولید در حجم های بالا در سطح کیفیت قابل تکرار است.
فرآیندهای مهر زنی اصلی توضیح داده شده است
درک عملیات اساسی درگیر به شما کمک می کند تا ارتباط موثرتری با تامین کننده خود برقرار کنید و قیمت ها را با دقت بیشتری ارزیابی کنید. اکثر قطعات مهر و موم سخت افزاری از طریق یک یا چند مورد از عملیات زیر تولید می شوند:
خالی کردن و مشت زدن
یک پانچ ورق فلز را از طریق قالب برای جدا کردن یک شکل صاف (پر کردن) یا ایجاد سوراخ (پانچینگ) وارد می کند. اینها معمولاً اولین عملیات در یک فرآیند چند مرحله ای هستند. دقت ابعادی در اینجا تعیین می کند که آیا هر عملیات پایین دستی در تحمل باقی می ماند یا خیر.
خم شدن و شکل دهی
خمش نیرو را در امتداد یک محور مستقیم اعمال می کند تا ویژگی های زاویه ای ایجاد کند. شکل دهی یک اصطلاح گسترده تر برای هر عملیاتی است که کانتور ورق را بدون برداشتن مواد تغییر می دهد - از جمله نقش برجسته، سکه گذاری و پیچش. بازگشت بهار (تمایل فلز به بازگشت جزئی به شکل اولیه خود پس از شکل گیری) یکی از رایج ترین منابع خطای ابعادی است. ابزارسازان باتجربه از همان ابتدا این موضوع را در طراحی قالب مد نظر قرار دادند.
طراحی عمیق
طراحی عمیق یک فضای خالی صاف را به داخل یک حفره قالب می کشد تا یک شکل توخالی و سه بعدی ایجاد کند - فنجان ها، قوطی ها، محفظه ها و محفظه ها خروجی های معمولی هستند. نسبت عمق به قطر (معروف به نسبت کشش) تعیین می کند که آیا یک قطعه می تواند در یک کشش تشکیل شود یا نیاز به چند مرحله کاهش دارد. اکثر مواد اجازه می دهند نسبت کشش تقریباً 1.5 به 2.0 در هر مرحله بدون ترک خوردگی داشته باشند.
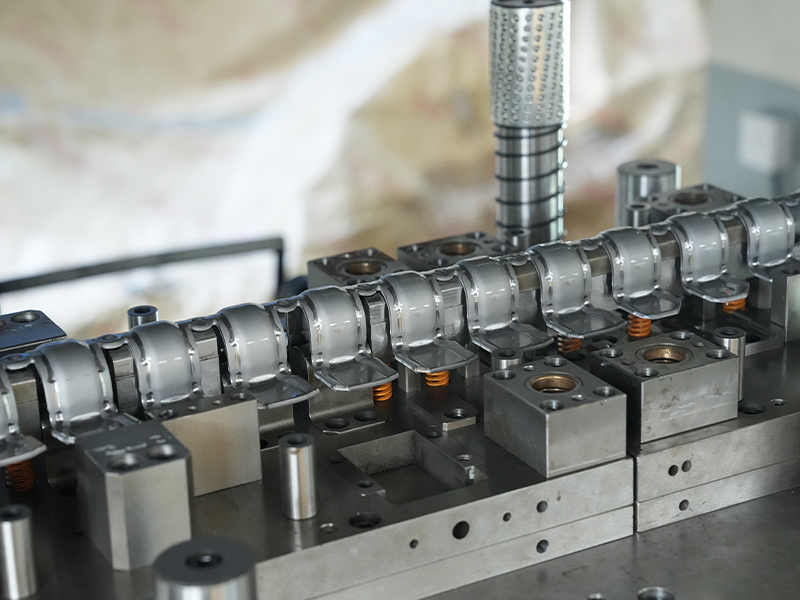
مهر زنی پیشرونده
ابزارهای قالب پیشرونده چندین عملیات را انجام می دهند - خالی کردن، سوراخ کردن، خم شدن، شکل دهی - در ایستگاه های متوالی در یک مجموعه قالب واحد. یک سیم پیچ فلزی به طور خودکار وارد می شود و در هر ضربه فشار یک پله پیش می رود. قالب های پیشرونده انتخاب استاندارد برای قطعات سخت افزاری با حجم بالا هستند زیرا آنها چندین عملیات را در یک چرخه ترکیب می کنند و زمان جابجایی و هزینه هر قطعه را کاهش می دهند. سرعت چرخه 100 تا 400 ضربه در دقیقه رایج است.
مهر زنی انتقال
هنگامی که یک قطعه بیش از حد بزرگ یا پیچیده باشد که در طول فرآیند به یک نوار حامل متصل بماند، زودتر جدا شده و به صورت مکانیکی بین ایستگاه ها منتقل می شود. قالبهای انتقال برای قطعات ساختاری بزرگتر مانند پانلهای بدنه خودرو که در آن قسمتهای خالی باید در بین عملیات جابجا شوند یا برگردانده شوند، ترجیح داده میشوند.
انتخاب مواد: تطبیق فلز با کاربرد
انتخاب مواد یکی از مهم ترین تصمیمات در پروژه مهر زنی است. مواد اشتباه می تواند به معنای سایش ابزار، شکل پذیری ضعیف، خواص مکانیکی ناکافی یا هزینه غیر ضروری باشد. در زیر مقایسه ای عملی از رایج ترین مواد مورد استفاده در قطعات مهر زنی سخت افزاری آورده شده است:
| مواد | ویژگی های کلیدی | برنامه های کاربردی معمولی | ملاحظات |
|---|---|---|---|
| فولاد کربنی (SPCC / DC01) | استحکام بالا، هزینه کم، شکل پذیری خوب | براکت های سازه ای، قاب ماشین آلات، محفظه ها | برای مقاومت در برابر خوردگی به پوشش یا آبکاری نیاز دارد |
| فولاد ضد زنگ (304 / 316) | مقاومت در برابر خوردگی عالی، سختی بالا پس از سخت شدن کار | تجهیزات پزشکی، تجهیزات غذایی، سخت افزارهای دریایی | سایش بیشتر ابزار. برگشت فنری باید با دقت جبران شود |
| آلومینیوم (1xxx / 5xxx / 6xxx) | سبک وزن، مقاوم در برابر خوردگی، هدایت حرارتی خوب | سبک وزن خودرو، هیت سینک الکترونیکی، هوافضا | استحکام کمتر از فولاد؛ انتخاب آلیاژ بسیار مهم است |
| مس / آلیاژهای مس | هدایت الکتریکی و حرارتی برتر، انعطاف پذیر | پایانه های برق، کانکتورها، میله های اتوبوس | هزینه مواد بالاتر؛ مدیریت اکسیداسیون مورد نیاز در ذخیره سازی |
| روی / آلیاژهای روی | شکل پذیری خوب، مانع خوردگی طبیعی، هزینه کم | سخت افزار تزئینی، تزئینات خودرو، کالاهای مصرفی | استحکام مکانیکی کمتر از فولاد؛ برای قطعات باربر مناسب نیست |
در Dingjia، ما با طیف کاملی از مواد آهنی و غیر آهنی کار می کنیم. ما محدوده محصولات قطعات مهر زنی سخت افزاری مهر زنی فولاد ضد زنگ، فولاد کربن، آلومینیوم، مس، آبکاری بر پایه مس و آلیاژ روی را پوشش می دهد که به مشتریان بدون توجه به نیاز مواد، یک گزینه تک منبع را می دهد.
تحمل ها و استانداردهای بعدی که باید بدانید
الزامات تحمل تأثیر مستقیمی بر هزینه ابزار، زمان چرخه و نرخ ضایعات دارد. قبل از درخواست مظنه، ارزش آن را دارد که بدانیم چه چیزی قابل دستیابی است و چه درایوهایی هزینه دارند.
- تحمل های تجاری استاندارد برای قطعات فلزی مهر شده معمولاً 0.1 ± میلی متر تا 0.3 ± میلی متر برای ابعاد خطی بسته به ضخامت مواد و پیچیدگی ویژگی است.
- مهر زنی پیشرونده دقیق می تواند 0.02 ± میلی متر تا 0.05 ± میلی متر را روی سوراخ های پانچ شده و لبه های خالی با مدیریت مناسب فاصله قالب و نگهداری منظم قالب نگه دارد.
- تلورانس های زاویه خم معمولاً رعایت می شود ± 1 درجه تحت شرایط استاندارد و ± 0.5 درجه برای کاربردهای دقیق.
- الزامات مسطح بودن و عمود بودن، به ویژه برای قطعات مورد استفاده در مونتاژ خودکار، باید به طور واضح در نقشه بیان شود نه اینکه فرض شود.
مشخص کردن تلرانسهای سختتر از آنچه برنامه واقعاً نیاز دارد، یکی از رایجترین روشهایی است که خریداران بهطور ناخواسته هزینه قطعه را افزایش میدهند. اگر تیم طراحی شما نامطمئن است، بررسی DFM (طراحی برای قابلیت تولید) با تامین کننده قبل از امضای ابزار می تواند از بازنگری های گران قیمت در آینده جلوگیری کند.
گزینه های تکمیل سطح برای قطعات مهر و موم سخت افزاری
سطوح فلزی مهر و موم شده خام به ندرت حالت نهایی یک قطعه سخت افزاری است. عملیات سطح سه هدف اصلی را انجام می دهد: محافظت در برابر خوردگی، بهبود زیبایی شناختی و اصلاح عملکردی (مانند افزایش سختی یا بهبود تماس الکتریکی). رایج ترین گزینه های تکمیل عبارتند از:
- آبکاری - یک لایه فلزی نازک (روی، نیکل، کروم، قلع، طلا) برای محافظت در برابر خوردگی و ظاهر آن بر روی سطح قطعه رسوب می کند. ضخامت معمولاً 5-25 میکرومتر است.
- پوشش پودری – کاربرد الکترواستاتیک پودر پلیمر، سپس در کوره پخت. پوششی بادوام و یکنواخت به ضخامت 60 تا 100 میکرومتر ارائه می دهد. رایج در قطعات ساختاری فولاد کربنی.
- آندایز کردن - یک فرآیند الکتروشیمیایی منحصر به آلومینیوم که یک لایه اکسید متراکم و یکپارچه ایجاد می کند. آندایزینگ نوع II 5-25 میکرومتر می دهد. نوع III (آندایزینگ سخت) 25-150 میکرومتر با سختی قابل توجهی بالاتر می دهد.
- منفعل شدن - درمان شیمیایی برای فولاد ضد زنگ که آهن آزاد را از سطح حذف می کند و مقاومت خوردگی ذاتی مواد را به حداکثر می رساند. معمولاً برای قطعات پزشکی و مواد غذایی مشخص می شود.
- رنگ فسفاته - یک فرآیند دو مرحله ای رایج برای قطعات فولادی خودرو: پوشش تبدیل فسفات آهن یا روی، چسبندگی و مقاومت در برابر خوردگی را به عنوان پایه ای برای رنگ آمیزی بعدی فراهم می کند.
- جلا دادن / دبر زدایی - پرداخت ارتعاشی یا بشکه سوراخها و لبههای تیز را از ویژگیهای سوراخشده حذف میکند - برای قطعاتی که با دستها، کابلها یا اجزای آببندی تماس دارند، ضروری است.
انتخاب مناسب تکمیل به محیط عملیاتی، الزامات قانونی (انطباق با RoHS اغلب برای قطعات الکترونیکی مورد نیاز است) و فرآیند مونتاژ شما بستگی دارد. به تامین کننده خود اجازه دهید شرایط استفاده نهایی را زودتر بداند - این به همان اندازه که بر روی تکمیل تأثیر می گذارد، بر انتخاب مواد تأثیر می گذارد.
صنایع کلیدی و آنچه از قطعات مهر شده تقاضا می کنند
قطعات مهر زنی سخت افزاری کالاهای عمومی نیستند. هر صنعت مجموعه خاصی از خواسته های فنی و نظارتی را به همراه دارد که سازنده باید قبل از برش اولین قالب آن را درک کند.
خودرو
خودرو stamping parts must meet tight dimensional tolerances because they are integrated into automated assembly lines where even a 0.2 mm deviation can cause fit failures. IATF 16949 صدور گواهینامه سیستم کیفیت به طور موثر برای تامین کنندگان خودروهای ردیف 1 و ردیف 2 اجباری است. قابلیت ردیابی مواد، مستندات PPAP (فرایند تأیید بخش تولید) و آزمایش دوام عملکردی الزامات استاندارد هستند. ما قطعات مهر زنی فولاد خودرو تحت کنترل کیفیت IATF 16949 تولید می شوند.
الکترونیک و برق
پایانه ها، اتصالات، سپرها و فنرهای تماسی در الکترونیک نیاز به نیروی تماس ثابت، هندسه دقیق و چسبندگی آبکاری قابل اعتماد دارند. قطعات مهر زنی مس و آلیاژ مس به دلیل رسانایی الکتریکی بر این بخش تسلط دارند. آبکاری قلع یا طلا روی مس استاندارد سطوح جفت گیری عاری از خوردگی است. تحمل میکرو مهر زنی ± 0.01-0.05 میلی متر در کاربردهای کانکتور رایج است.
تجهیزات پزشکی
قطعات مهر زنی پزشکی نیاز به سازگاری زیستی، مقاومت در برابر چرخه های مکرر استریلیزاسیون و قابلیت ردیابی کامل تعداد زیادی مواد دارند. فولاد ضد زنگ 316L متداول ترین ماده ای است که به دلیل مقاومت در برابر خوردگی برتر در محیط های شور و شیمیایی مشخص شده است. گواهینامه مدیریت کیفیت ISO 13485 انتظار اولیه از OEM های پزشکی است.
ماشین آلات صنعتی
براکتهای ساختاری، پانلهای محفظه و اجزای مکانیزم در تجهیزات صنعتی، ظرفیت تحمل بار و پایداری ابعادی را در طول عمر طولانی اولویت قرار میدهند. فولاد کربنی با استحکام بالا و آلیاژهای آلومینیوم ساختاری انتخاب های معمولی هستند. در بسیاری از موارد، عملیات جوشکاری یا پرچ کردن به دنبال مهر زنی است، بنابراین ابعاد خالی و کیفیت لبه ثابت به طور مستقیم بر کیفیت اتصال پایین دست تأثیر می گذارد.
ابزار: سرمایه گذاری که هزینه بلندمدت قطعه را تعیین می کند
قالب (یا ابزار) سرمایه اولیه سرمایه گذاری در یک پروژه مهر زنی است و درک اقتصاد ابزار به شما کمک می کند تا تصمیمات بهتری برای منبع یابی بگیرید.
یک قالب ساده تک کاره برای یک براکت کوچک ممکن است 3000 تا 8000 دلار هزینه داشته باشد. بسته به تعداد ایستگاهها، مواد و تلورانسهای مورد نیاز، یک قالب پیشرونده چند ایستگاهی برای یک قطعه اتصال پیچیده میتواند به 50000-150000 دلار یا بیشتر برسد. با این حال، این هزینه اولیه در طول دوره تولید مستهلک می شود. در حجم های بالاتر از 50000 تا 100000 قطعه، مهر زنی معمولاً کمترین هزینه هر قطعه را نسبت به هر فرآیند شکل دهی فلز به همراه دارد.
سوالات کلیدی که باید از تامین کننده خود در مورد ابزارآلات بپرسید:
- طول عمر قالب (تعداد ضربه قبل از نیاز به تعمیر اساسی) چقدر است؟
- چه کسی صاحب ابزار است و اگر تامین کننده را تغییر دهید چه اتفاقی برای آن می افتد؟
- برنامه تعمیر و نگهداری ابزار چیست و هزینه تیز کردن معمولی بر عهده چه کسی است؟
- اگر طرح شما کمی تغییر کند یا ابزار جدیدی لازم است، میتوان همان مجموعه قالب را تغییر داد؟
عرضهکنندهای با قابلیتهای طراحی و نگهداری قالب داخلی - به جای عرضهکنندهای که ابزارسازی را برونسپاری میکند - معمولاً زمانهای تحویل سریعتری را در اولین نمونهها و کنترل بیشتری بر کیفیت و طول عمر ابزار ارائه میدهد.
کنترل کیفیت در مهر و موم سخت افزاری: فرآیند سختی که به نظر می رسد
دقت ابعادی به تنهایی کیفیت قطعه را تعریف نمی کند. یک سیستم کنترل کیفیت قوی برای قطعات سخت افزاری مهر شده، کل جریان تولید را پوشش می دهد:
- بازرسی مواد ورودی - تایید گواهی مواد و نمونه برداری از خواص مکانیکی و ضخامت قبل از ورود کویل به تولید.
- اولین بازرسی مقاله (FAI) - بررسی تمام ابعاد اولین نمونه تولیدی در برابر نقشه مهندسی قبل از شروع تولید انبوه.
- SPC در فرآیند (کنترل فرآیند آماری) - نمونه برداری از قطعات در فواصل زمانی مشخص در طول تولید و ردیابی ابعاد بحرانی در نمودارهای کنترلی برای گرفتن دریفت قبل از تولید قطعات معیوب.
- بازرسی دستگاه اندازه گیری مختصات (CMM). - برای ویژگیهای تحمل محدود، اندازهگیری CMM ذهنیت اپراتور را حذف میکند و گزارشهای بعدی مستند را ارائه میکند.
- بازرسی سطحی و بصری - بررسی سوراخها، ترکها، خراشها، عیوب آبکاری و سایر ناهنجاریهای سطحی در شرایط روشنایی مشخص.
- کنترل کیفیت خروجی (OQC) - بازرسی نهایی نمونه برداری مبتنی بر AQL قبل از حمل و نقل با گزارش های بازرسی ارائه شده به مشتری.
نگه می داریم گواهینامه IATF 16949 و یک آزمایشگاه با کیفیت مجهز به ابزار اندازه گیری مختصات زایس و CMM های نیمه اتوماتیک را راه اندازی کنید. برای مشتریان در صنایع تحت نظارت، ما می توانیم سوابق بازرسی کامل و اسناد ردیابی مواد را با هر محموله ارائه کنیم.
چگونه می توان یک تامین کننده قطعات مهر و موم سخت افزاری را ارزیابی کرد
انتخاب سازنده مناسب به اندازه طراحی صحیح مهم است. در اینجا یک چارچوب ارزیابی عملی بر اساس معیارهایی است که در واقع قابلیت اطمینان عرضه درازمدت را هدایت می کند:
| معیار | به دنبال چه چیزی باشید | پرچم های سرخ |
|---|---|---|
| قابلیت ابزارسازی | تیم طراحی و نگهداری قالب داخلی | همه ابزارها برون سپاری شده است. پشتیبانی محدود از DFM |
| تجهیزات مطبوعاتی | محدوده تناژ (ضخامت قطعه شما را پوشش می دهد)؛ پرس های مدرن با کنترل CNC | فقط یک یا دو اندازه پرس؛ تجهیزات قدیمی بدون سابقه نگهداری |
| گواهی کیفیت | IATF 16949 (خودرو)، ISO 9001، ISO 13485 (پزشکی) | هیچ گواهی یا گواهینامه ای که اخیراً تمدید نشده است |
| تجهیزات بازرسی | CMM، مقایسه کننده های نوری، سختی سنج ها در محل | فقط برای ویژگیهای دقیق به گیجهای دستی اعتماد کنید |
| مواد Breadth | مواد آهنی و غیرآهنی را در خانه مدیریت می کند | فقط در یک خانواده مادی تخصص دارد. نمی تواند تغییرات طراحی آینده را پشتیبانی کند |
| ارتباط | پاسخگویی به سوالات فنی؛ فعال در مورد بازخورد DFM | آهسته در پاسخگویی؛ از تعهد به ضمانت های ابعادی اجتناب می کند |
ما از ممیزی کارخانه استقبال می کنیم و خوشحالیم که مشتریان بالقوه را در فرآیند تولید، اتاق ابزار و آزمایشگاه با کیفیت خود راهنمایی می کنیم. شفافیت در مرحله صلاحیت بهترین راه برای ایجاد نوعی رابطه عرضه بلندمدت است که به نفع هر دو طرف است.
بیشترین بهره را از پروژه مهر زنی: نکات عملی
پس از بیش از 15 سال کار با مشتریان در صنایع خودروسازی، الکترونیک و پزشکی، اینها شیوه هایی هستند که به طور مداوم به نتایج بهتری منجر می شوند:
- پیش بینی حجم سالانه خود را به اشتراک بگذارید اوایل حتی یک رقم تقریبی (مثلاً 200000 قطعه در سال) تعیین می کند که آیا ابزارسازی مترقی، ابزار انتقالی یا ابزارسازی ترکیبی منطقی است یا خیر، و مستقیماً بر سرمایه گذاری ابزارسازی که از شما خواسته می شود تأثیر می گذارد.
- فقط تلورانس هایی را که واقعاً بررسی خواهید کرد، مشخص کنید. اگر بازرسی ورودی شما ابعادی را بررسی نکند، فایده ای ندارد که تامین کننده خود را تا 0.02 ± میلی متر در آن نگه دارید - شما فقط هزینه یک فرآیند سخت تر را بدون هیچ سودی پرداخت می کنید.
- قبل از تأیید ابزار، بررسی DFM را درخواست کنید. تغییرات کوچک - افزودن شعاع به گوشه داخلی تیز، تنظیم فاصله سوراخ تا لبه، یا تغییر خمش - میتواند به طور قابل توجهی سایش ابزار را کاهش دهد و ثبات قطعه را بدون جریمه طراحی بهبود بخشد.
- تامین کنندگان مهر زنی خود را در جایی که عملی است ادغام کنید. استفاده از سازنده ای با قابلیت مواد گسترده به معنای فرآیندهای صلاحیت کمتر، سبک های ابزار کمتر برای مدیریت و اهرم قوی تر برای زمان بندی اولویت در دوره های پر تقاضا است.
- قبل از برش دادن ابزار، سطح خود را برنامه ریزی کنید. برخی از فرآیندهای تکمیلی (به عنوان مثال، آبکاری سنگین روی) ایجاد ابعادی را اضافه می کنند که باید از ابتدا در هندسه قطعه لحاظ شود، نه اینکه پس از آن به روز شود.
چرا با یک تولید کننده تخصصی مهر زنی سخت افزار کار کنید؟
مهر زنی سخت افزاری از بیرون به طرز فریبنده ای ساده به نظر می رسد - یک پرس پایین می آید، یک شکل بیرون می آید. در عمل، یک عملیات مهر زنی با کیفیت بالا شامل مهندسی قالب دقیق، دانش علم مواد، نظم و انضباط کنترل فرآیند و پاسخ سریع به سایش ابزار است. شکاف بین یک تامین کننده متوسط و یک تامین کننده توانا در نرخ ضایعات شما، بررسی تناسب خط مونتاژ شما و ادعاهای ضمانت شما - نه فقط در قیمت هر قطعه - نمایان می شود.
Changzhou Dingjia Metal Technology Co., Ltd. از سال 2010 قطعات سخت افزاری دقیق را تولید می کند و از یک 6900 متر مربع تسهیلات در منطقه Wujin، Changzhou، با تیمی متشکل از 56 تکنسین مجرب و 24 دستگاه پانچ با قابلیت 500 تن ظرفیت مهر زنی ماهانه . تولید ما مواد آهنی و غیرآهنی را پوشش می دهد و قطعات ما به مشتریان در بخش های خودرو، الکترونیک و ماشین آلات پزشکی در سطح جهان خدمات ارائه می دهند.
اگر به دنبال تامین قطعات مهر و موم سخت افزاری هستید و می خواهید سازنده ای با عمق ابزار، زیرساخت با کیفیت و محدوده مواد برای پشتیبانی از چرخه عمر کامل محصول شما پشتیبانی کند، از شما دعوت می کنیم تا ما را بررسی کنید. طیف کاملی از قطعات مهر زنی سخت افزاری یا مستقیماً با ما تماس بگیرید تا در مورد نیازهای پروژه خود صحبت کنید.











